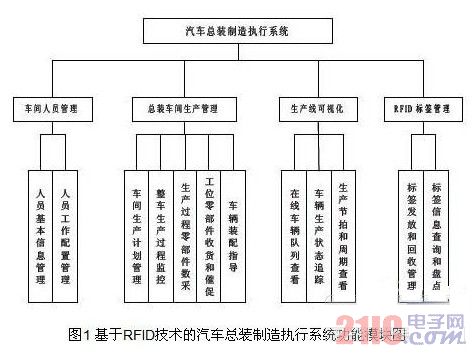
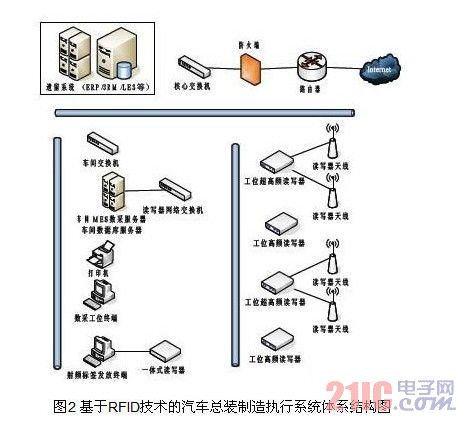
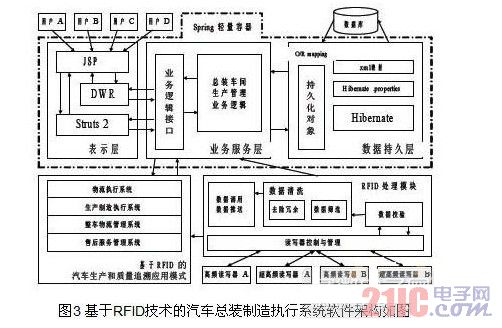
introduction This article refers to the address: http:// RFID (Radio Frequency Identification) is a non-contact automatic identification technology that uses radio frequency signals to achieve contactless information transmission through spatial coupling and achieves the purpose of identification through the transmitted information. The identification work requires no human intervention and has many advantages. , such as large data storage, readable and writable, non-contact, long distance recognition, fast recognition, good confidentiality, strong penetrability, long life, good environmental adaptability, and ability to recognize multiple tags at the same time, and can work In a variety of harsh environments. The manufacturing capability of the workshop and its internal logistics capability play a decisive role in the production capacity of the enterprise. The Manufacturing Execution System (MES) is used to undertake the ERP (Enterprise Resource System) system and coordinate the SCM (Supply Chain Management). , supply chain management) system, the hub of the underlying production control system. The fierce market competition puts forward further requirements for modern manufacturing, which are manifested in the following aspects: a small number of different types of production modes, a shortened production cycle, and timely response to the changing needs of customers. These require modern manufacturing to have a higher degree of automation and information. It has become a top priority to study the application of RFID technology, explore the reorganization of enterprise information flow, give full play to the existing resource advantages of China's manufacturing industry, and promote the technological advancement of enterprises and the upgrading of traditional manufacturing. Integrating RFID technology into the MES system must be one of the many ways to promote the development and upgrading of traditional manufacturing. 1 System Requirements Analysis As a typical case in discrete industrial production, the assembly production activities of automobiles have the following characteristics: the production process is parallel and asynchronous, the equipment functions are redundant, the control quantities are independent of each other, the production resource management is complex, and the parts in the production process are discrete. State, the manufacture of vehicles is mainly achieved through physical processing and assembly. RFID technology is not just a simple replacement of bar code technology, its application in discrete manufacturing will change the production and management methods of discrete manufacturing enterprises. Because RFID technology has many advantages as described above, it can be used to replace the barcode to identify and track the vehicle on the automobile production line. The whole process without manual intervention can greatly reduce the labor intensity and error rate of the workers. Nowadays, RFID technology can be used to realize automatic, high-speed and effective recording, which reduces the labor intensity of the operator, thereby improving the qualification rate of the product. The application of RFID technology in the automotive industry and integration into the MES system can improve the management and control level of the production process, effectively track, manage and control the resources required for production including materials, equipment, manpower, etc.; combined with the upper management system It can reasonably dispatch and manage these resources, improve manufacturing competitiveness, improve production organization, shorten production cycle, reduce the number of products in process, improve product quality and reduce human resource consumption. It has important theoretical significance for the development of discrete manufacturing manufacturing system model and application solutions, improving the visual monitoring and product quality tracking of manufacturing processes, promoting the formation of RFID technology application standards in the manufacturing industry, and promoting the industrialization of RFID technology in China. Value. 2 system goals Based on the above requirements analysis, the following general objectives of the system are proposed: full use of the technical advantages of RFID, combined with the MES system of the assembly shop, to solve the problem between the planning layer of the current ERP system and the process control layer of the on-site automation system, LES (Logistic Execution System, Logistics) Execution system) The problem of information and management faults between the internal logistics level of the workshop and the production control layer of the MES system, the vehicle quality traceability system and the original MES system, to realize the visualization and digital management of manufacturing and quality. Specifically broken down into the following sub-goals: (1) Combine RFID technology with production line scheduling system to realize intelligent production line scheduling on the basis of production line scheduling automation. (2) Integrating RFID technology into the assembly station of the production workshop, using RFID tags to identify parts for data collection, constantly grasping the material consumption information of the production line, pulling the supply logistics without delay, and further meeting the needs of the JIT supply mode; Important parts are recorded for installation, providing accurate and reliable data support for the quality traceability system. (3) Combine RFID technology with on-site visualization system to provide real-time and accurate assembly guidance to workstation workers. (4) Combining RFID technology with the workshop personnel management system and quality traceability system, in addition to the functions of personnel management, it is also possible to record the assembly operations and realize the assembly responsibility to the people. 3 Application of RFID technology in automobile assembly line The application involves a high-frequency (13.56MHz) ultra-high frequency (915MHz) two different types of RFID tags. The selected RFID tag specifications are shown in Table 1 and Table 2. The staff is equipped with high-frequency RFID tags, which store employee IDs and basic information; each component has a high-frequency RFID tag placed in the bin, and the part number is stored in the tag; each vehicle is placed with a UHF RFID A label containing the vehicle's unique identification number (VIN code). The vehicle label is encapsulated in a plastic magnetic package for easy attachment to the surface of the vehicle body. Before the vehicle goes online, the staff installs the initialized label on the upper surface of the front hood of the vehicle body. The production line staff needs to swipe the card on the high-frequency card reader at the station to complete the on-the-job certification, and the system records the status information of the current position of the employee. Before the vehicle goes online, the staff scans the body VIN bar code, and the UHF reader writes the VIN code information to the RFID tag of the vehicle within the range of its antenna field strength. The follow-up station completes the production line vehicle monitoring by reading and writing the body RFID tag. Data collection and other work. At the assembly station, after reading the vehicle label, the UHF reader prompts the component installation information of the corresponding station. The staff installs the corresponding components and brushes the high-frequency RFID tags in the corresponding parts bins on the high-frequency reader. The system obtains the component installation information and staff information of the corresponding vehicle for later quality tracking. The system returns the material consumption information to the LES system, and refreshes the installation information prompt of the station component until all the components to be installed in the station are completely installed. In the supply chain to the production line, after the production logistics department delivers the parts to the station, the system updates the quantity information of the parts. At the offline station, the UHF reader reads the vehicle tag, the system checks the assembly information, and the staff removes the RFID tag and recycles it. 4 RFID-based automotive assembly manufacturing execution system 4.1 System Function Module The functional modules of the automotive assembly manufacturing execution system based on RFID technology are mainly divided into four functional modules: workshop production management, production line visualization, RFID label management, and workshop personnel management. The specific functional structure is shown in Figure 1: Workshop staff management: Manage the basic information of the workshop staff, configure the employee's job information, and provide relevant basic data for personnel work records and vehicle parts collection and other functions. Production management of the assembly shop: Obtain a coarse-grained production plan from the ERP system at the planning level, decompose into a daily production plan, and guide the workshop production. Guide and monitor each assembly step of the vehicle during the vehicle production process to standardize the entire production process, including providing assembly operations guidance to assembly workers, automated vehicle assembly and material consumption data collection, and accurate component information , assembly personnel information, assembly record of supplier information, real-time feedback of the consumption data of the station material to the MES system. Production line visualization: Provides real-time feedback on production line and vehicle status information, enabling managers to master production in real time. RFID tag management: Responsible for the issuance and management of personnel tags, the issuance and recycling of tags in the recycling of vehicle tags, and asset management for vehicle tags. 4.2 System Architecture The system uses the RFID software middleware deployed in the workshop server to manage the workshop reader network in a unified manner, which is beneficial to shielding the difference of RFID devices, improving the stability and efficiency of the RFID reader network, and the RFID device does not depend on the workstation. The terminal does not need to be specially configured for the workstation terminal, which is convenient for deployment. The structure of the automotive assembly manufacturing execution system based on RFID technology is shown in Figure 2: 4.3 System Software Architecture This system adopts B/S architecture. Under the J2EE development environment, it combines Struts2, Hibernate, Spring, DWR and other mainstream open source frameworks with good cross-platform compatibility. The software architecture of the automotive assembly management system based on RFID technology is shown in Figure 3: The Struts framework is based on the MVC (Model-View-Controller) pattern framework, which is mainly implemented using JSP and Servlet technology. The system uses the Struts framework to integrate Servlets, JSPs, custom tags, and information resources to complete the system's response to foreground page operations. The system uses Hibernate as a Java persistence layer solution to establish object/relational mapping to transform from relational data to object-oriented data. As a web framework that implements Ajax interaction capabilities, DWR can expose any Java object on the server side as a remote object that can be accessed through JavaScript in the browser. The system utilizes the DWR framework to implement forward and reverse Ajax functions, and pushes the data acquired by the RFID processing module to the response service module in real time, reducing browser redundancy requests, reducing server pressure, and improving system operation efficiency. The Spring framework is a lightweight J2EE framework implemented on top of J2EE. The system uses it to provide Bean configuration, AOP support, abstract transaction support for the program, business service layer and data access layer object in the organization system, and achieve loose coupling between component object creation and use. 5 Conclusion According to the actual operation of the system in the assembly line of an automobile manufacturing enterprise in Anhui, the RFID assembly-based vehicle assembly manufacturing execution system enables enterprises to grasp the status of the production line in a timely and accurate manner and improve production efficiency, which is indeed beneficial to the MES system and the LES system. Work together to provide accurate data protection for product quality tracking.
Power 30W ,output voltage 3-12V, output current Max 1.2A , USB output 5v 2a, 6 dc tips. We can meet your specific requirement of the products, like label design. The material of this product is PC+ABS. All condition of our product is 100% brand new.
Our products built with input/output overvoltage protection, input/output overcurrent protection, over temperature protection, over power protection and short circuit protection. You can send more details of this product, so that we can offer best service to you!
30W Wall Adapter ,30W Wall Power Supply,30W Power Cord In Wall, 30W Wall Power Adapter Shenzhen Waweis Technology Co., Ltd. , https://www.waweis.com