Application of Delta DVP-20PM00D Motion Controller on Rolling Machine
This article mainly introduces the application of Delta DVP-20PM00D motion controller on the rolling machine and the outline of related control procedures on the basis of explaining the working principle and technological requirements of the rolling machine.
Keywords: motion controller, servo control, high-speed pulse 1 Introduction The mobile electronics market has created many types of huge battery manufacturing industries, including nickel-metal hydride batteries, lithium-ion batteries, and polymer batteries. Roller presses for rolling non-ferrous metals of battery pole pieces and their continuous rolling production lines provide new application fields for electromechanical automation systems. Based on Delta's 20PM motion controller, an involute CNC bending tube lithium battery pole piece calender roll press is shown in Picture 1. The rolling steel bar is used to roll the thin and uneven battery pole piece coil material into a high-density homogeneous grade sheet material to increase the capacity of the battery. On both sides of the calendered steel rolls, there is a servo system to control the "inclined iron". The role of the "inclined iron" is to control the position of the rolls, which is the basis for ensuring the rolling process. According to the position of the roller, the rolling hydraulic pressure is adjusted to control the rolling pressure value of the roller on the pole piece. The traditional "inclined iron" adopts the stepper motor servo system control mode, the control accuracy is limited, and the pressure on the pole piece is completely judged and realized by the human experience to realize the hydraulic adjustment. 
Figure 1 Lithium battery pole piece calender roll press 2 System design The whole machine's job is to control the tension of the unwinding and unwinding process. Delta BW series inverters have been used for the horizontal tension control part of the unwinding and unwinding, which has been successfully tested. This article focuses on the application part of the 20PM motion controller. 2.1 Technological indicators (1) Keep the pole piece constant in tension during winding. (2) Ensure the accurate position of the oblique iron and the accuracy of the given pressure. (3) The maximum linear speed is 30 m / min, and the minimum linear speed is 0 m / min. 2.2 System principle design The automatic system of the pole piece calender roll press is based on Delta's electromechanical technology platform. The supporting PLC includes the host DVP16EH00T2 and the expansion module DVP-20PM00D; DVP04AD-H2; DVP04DA-H2; DVP08SN. Touch screen man-machine interface DOP-A10THTD. The system architecture is shown in Figure 2. The PLC controller DVP16EH00T2 mainly realizes the control of the slave module, and realizes the rewinding, unwinding, alarm, machine start, machine stop, trimming, Control of multiple points such as deviation controller. The DVP-20PM00D motion controller completes the precise control of the two-axis servo "oblique iron". The analog module is to collect the voltage signals of the hydraulic part, and then output the control after being processed by the PLC.
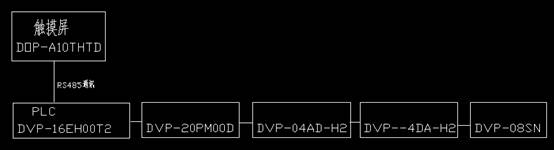

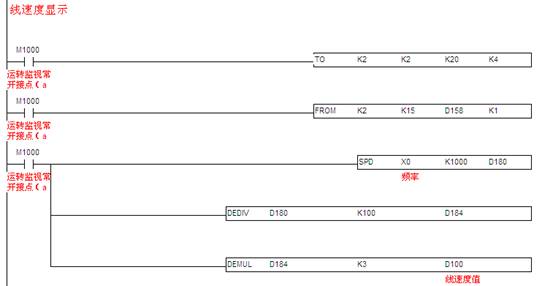
Figure 2 System architecture of the pole piece roller press 2.3 Introduction to the motion control module The biggest feature of the Delta DVP-20PM00D motion control expansion module is to directly provide the electronic cam function, or DVP-20PM00D is a PLC with built-in electronic cam function, so some places directly DVP-20PM00D is called Delta's 20PM motion controller. The reason for choosing 20PM is because 20PM is a dedicated motion control module. This module can not only control dual servos at the same time, but also has two-hand rocker input, and the module body also has 8 input and 8 output digital control points. This can greatly improve the competitiveness of products in the market. Delta DVP-20PM00D adopts a high-speed dual-CPU structure form, and uses an independent CPU to process motion control algorithms, which can well realize various motion trajectory control, logic action control, linear / circular interpolation control, and can be connected to the hand wheel, The high-speed pulse output can reach 500KHZ, which can be used as a master or a slave, with higher flexibility. 3 Motion control programming design 3.1 Coil traction main traction drive is realized by VFD370B43B inverter. The DFM digital frequency output of the inverter, the working frequency of the inverter is collected through the SPD instruction of the PLC, and then converted into data in the unit of "m / min" in the program to achieve the display on the man-machine interface: The program is as follows:
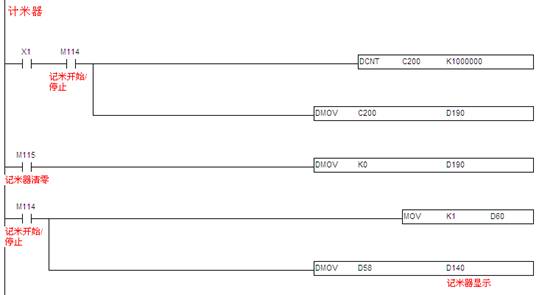
3.2 Length measurement The whole device must measure the battery pole pieces during the official production operation. For this, a 0.1 meter / pulse encoder-like meter is used, which is installed on the tension floating roller to realize automatic length measurement. . The meter counter procedure is as follows:
3.3 Initialization of 20PM motion control The initialization of 20PM and some procedures are as follows:
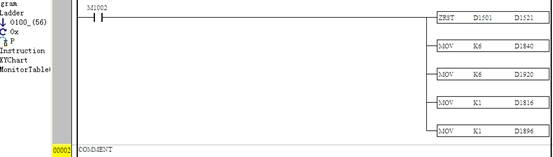
The 20PM address is defined as follows:
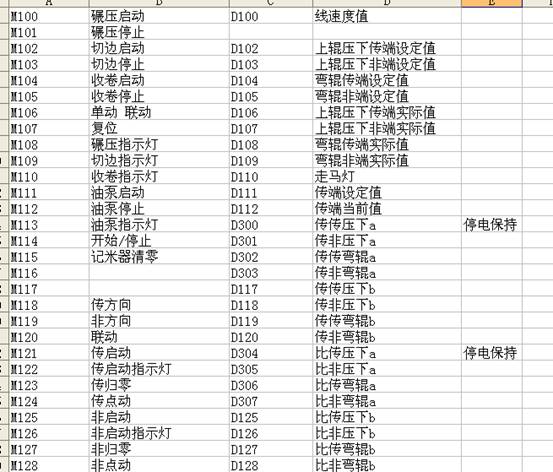
On the transmission side of the equipment, it is possible to realize the linkage control and separate control of the two servos. For the time being, the customer does not use the hand wheel for the reason of funds. In subsequent models, the hand wheel will be added, so that the individual control will be simpler. The travel distance of the servo can be set on the touch screen, the current travel distance can be displayed on the touch screen, the current speed can be displayed, and the return to origin control of a single servo can be realized by the "return to zero" button. Some parameters of the servo can be written into the touch screen in advance through the recipe function, and can be adjusted according to the situation at any time. 3.4 20PM application experience The key to 20PM motion controller programming is to be familiar with product control points. In terms of software, you must fully understand the relationship between the special registers in 20PM and CR special registers. This will happen when you just touch the 20PM motion control module. Frequent problems. The difficulties in program design mainly focus on the relationship between the "main program", "subprogram", and "motion subprogram", otherwise there will be a phenomenon that cannot be controlled normally. For this, you must carefully refer to the instruction manual. 4 Conclusion At present, the system has been officially put into production, the customer has provided one set to Shenzhen BYD Company, and the remaining four sets are in production. In addition, DVP20PM00D is fully capable of adapting to complex requirements in other mechatronics manufacturing fields, such as glue coating machines for mobile phone production lines, flying shears in packaging machine industry, flying saws in machine tool industry, electronics in printing machine industry Shaft cutting and overprinting, precision winding in the textile machinery industry, etc.
When a junction box is used for every electrical connection in a building it is much easier to locate and repair any electrical problems that come up.
When some connections are made without junction boxes, such as inside wall cavities or in hidden ceiling or attic locations, the likelihood future problems increases.
Every electrical connection should be inside a protective box that is easy to find and access.
Enclosure Box UL
Enclosure Box UL,Waterproof Enclosure Box UL,Electric Enclosure Box UL,Waterproof Electrical Enclosure UL
Hoojet Electric Appliance Co.,Ltd , https://www.hoojetgfci.com